

螺紋環規
螺紋環規可以測量外螺紋型號尺寸的準確性,有三種規格的環規,是根據里面的螺紋區分的,分別是細牙螺紋、粗牙螺紋還有管子螺紋這三種規格,當使用完畢后,應及時清理干凈測量部位附著物,存放在規定的量具盒內。
產地:河北省>泊頭市
供應商:泊頭優迪
技術咨詢熱線:15230751866
螺紋環規詳細內容介紹
螺紋環規可以測量外螺紋型號尺寸的準確性,有三種規格的環規,是根據里面的螺紋區分的,分別是細牙螺紋、粗牙螺紋還有管子螺紋這三種規格,當使用完畢后,應及時清理干凈測量部位附著物,存放在規定的量具盒內。螺紋環規通常分為通端螺紋環規和止端螺紋環規,其含義是在檢測螺紋工件時,通端螺紋環規應順利的旋入螺紋工件,而止端螺紋環規應旋入螺紋工件不過兩扣,也是不到兩個螺距,則判為該螺紋工件合格。
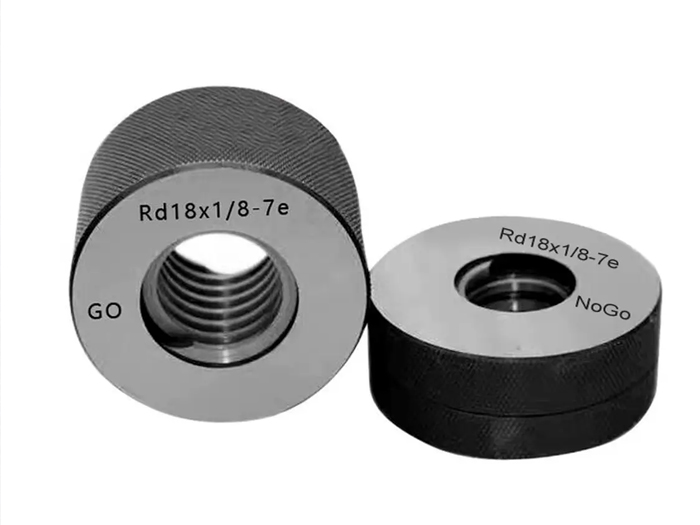
螺紋環規在使用時要注意被測螺紋公差等級及偏差代號與環規標識的公差等級、偏差代號相同(如M24*1.5-6h與M24*1.5-5g兩種環規外形相同,其螺紋公差帶不相同,錯用后將產生批量不合格品,其中6H與5g為螺紋精度)。檢驗測量過程:首先要清理干凈被測螺紋油污及雜質,然后在環規與被測螺紋對正后,用大母指與食指轉動環規,使其在自由狀態下旋合通過螺紋全部長度判定合格,否則以不通判定。
相關標簽:螺紋塞規




服務熱線:
15230751866
新聞更新
聯系優迪
泊頭市優迪機械制造有限公司
經理:劉經理
手機:15230751866
公司名稱:泊頭市優迪機械制造有限公司 公司地址:河北省滄州市泊頭市交河鎮城里村 手機:15230751866 公司網址:http://www.cncwhinfo.cn
泊頭市優迪機械制造有限公司 2011(C)版權所有 并對網站所有內容保留解釋權 冀ICP備20006639號-1

冀公網安備13098102000496號
PowerBy:速貝·網搜寶 網站建設:中科四方